 CNC Drehen Maschinenoperation
CNC Drehen Maschinenoperation
Achtung: Der Drehmaschinencode ist neu in Version 0.9.8 und befindet sich noch in der Test- und Entwicklungsphase. Behandeln Sie jeden Drehmaschinencode mit Vorsicht und führen Sie vor der Bearbeitung Simulationen oder Luftschnitte durch.
Die Drehbearbeitung wurde als Plugin bereitgestellt. Auf diese Weise kann das Plugin unabhängig von der Hauptanwendung CamBam entwickelt und aktualisiert werden. Es ist auch eine Demonstration der Fähigkeit, CamBam's Bearbeitungsfähigkeiten durch vom Benutzer geschriebene Plugins zu erweitern.
Die Datei lathe-test.cb im CamBam-Beispielordner demonstriert die neue Drehbankfunktion.
In dieser ersten Version der Drehmaschinen-Mop gibt es eine Reihe von Einschränkungen:
- Derzeit werden nur Profiliervorgänge unterstützt. Plandrehen, Bohren oder Gewindeschneiden werden noch nicht unterstützt.
- Abgesehen vom Werkzeugradius gibt es keinen Mechanismus zur Definition der Form eines Drehwerkzeugs. Das Teil sollte so gezeichnet werden, dass die Größe und Form des Werkzeugs berücksichtigt wird.
Zeichnung
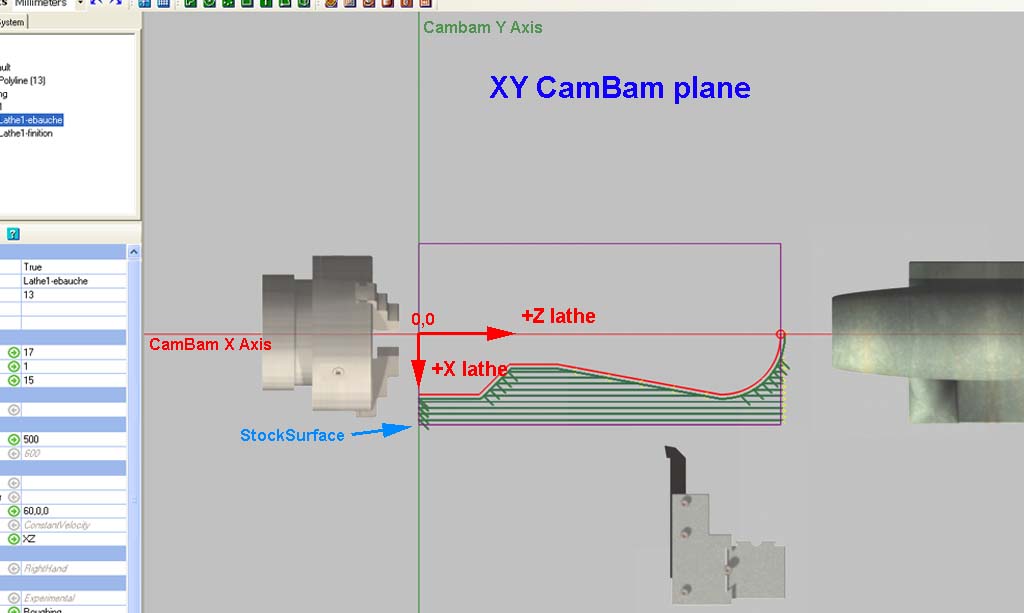
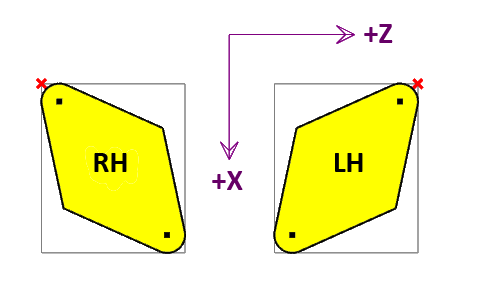
Ein Drehmaschinenprofil kann aus einer 2D-Linie erzeugt werden, die die zu bearbeitende Form darstellt. Die Form sollte so gezeichnet werden, dass: die +X-Achse der Drehmaschine in -Y-Richtung gezeichnet wird und die +Z-Achse der Drehmaschine in der +X-Richtung gezeichnet wird.
Dadurch erscheint die Zeichnung in der gleichen Ausrichtung, wie wenn man vor einer herkömmlichen Drehmaschine steht. Die Werkzeugwege werden bei der Erstellung des G-Codes in Standard-Drehbank -X- und -Z-Koordinaten umgewandelt.
Die Profillinie kann an einer beliebigen Stelle in der Zeichnung gezeichnet werden. Wenn diese Linie vom Ursprung entfernt ist, sollte der Bearbeitungsursprung so eingestellt werden, dass er auf der Drehachse und bei Z=0 (Drehbankkoordinate) liegt.
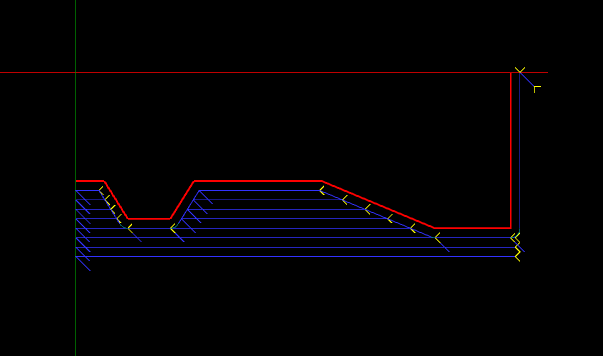
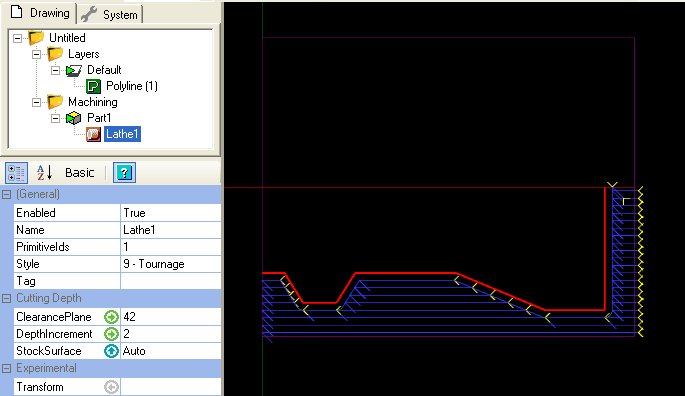
Ein Beispiel für ein Profil, bei dem der 0,0-Punkt der Bearbeitung mit dem Zeichnungsursprung übereinstimmt.
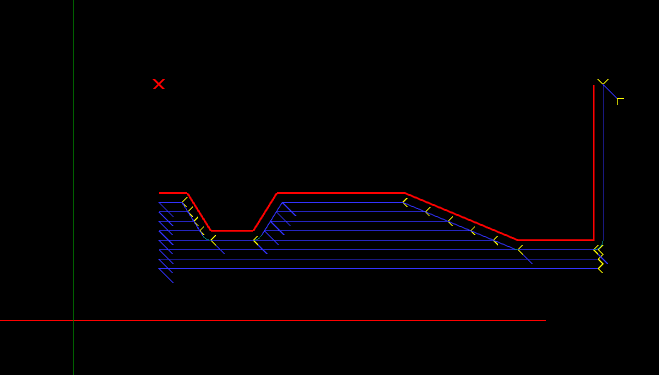
Dasselbe Bild, vom Ursprung weg gezeichnet, wobei der Bearbeitungsursprung (rotes X) verschoben wurde, um den Punkt X=0, Z=0 der Drehmaschine anzuzeigen.
Sie können den Maschinennullpunkt festlegen, indem Sie die Eigenschaft Bearbeitungsursprung der Bearbeitungs- oder Teileobjekte einstellen.
Klicken Sie auf die Schaltfläche  rechts neben der Eigenschaft Bearbeitungsursprung, um den Maschinennullpunkt in der Zeichnung auszuwählen.
rechts neben der Eigenschaft Bearbeitungsursprung, um den Maschinennullpunkt in der Zeichnung auszuwählen.
Werkstück Objekt
Die Drehbearbeitung kann Informationen aus dem Materialobjekt verwenden, wenn ein solches definiert ist, um Eigenschaften wie die Materialoberfläche und den Bearbeitungsbereich zu bestimmen.
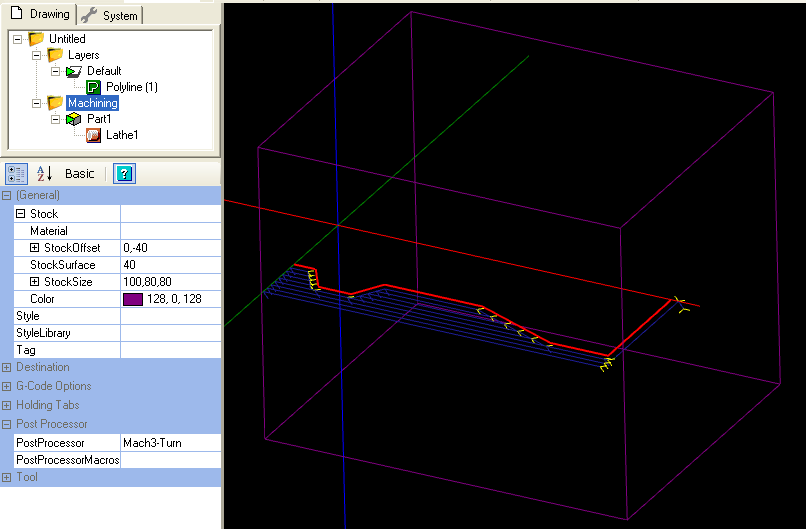
CamBam's Materialdefinition unterstützt derzeit kein zylindrisches Material, daher wird das Material als rechteckiger Block angezeigt.
Das folgende Bild zeigt ein Materialobjekt mit einem Durchmesser von 9 mm und einer Länge von 100 mm (lila Würfel).
Wenn die Eigenschaft
- Das X-Maß ist die Länge des Werkstücks (entlang der Z-Achse der Drehmaschine).
- Die Z und Y Maße sollten beide auf den Materialdurchmesser eingestellt werden.
- Material Oberfläche sollte auf den Radius des Materials eingestellt werden.
- Der Y-Wert für den Materialversatz sollte auf einen negativen Wert für den Materialradius eingestellt werden.
Verwendung der Drehmaschine Operation
Wählen Sie eine geeignete Profillinie aus und fügen Sie dann eine Drehbearbeitung ein, indem Sie das obere Menü Bearbeitung auswählen und dann  Drehbearbeitung auswählen..
Drehbearbeitung auswählen..
Hinweis - Das Drehbank-Plugin fügt derzeit kein Symbol in der Werkzeugleiste oder im Kontextmenü der Zeichnung hinzu.
Stellen Sie sicher, dass die folgenden Einstellungen vorgenommen wurden:
- Die Arbeitsebene ist auf XZ eingestellt.
- Die Werkstückoberfläche entspricht dem Radius des Materials.
- Die Sicherheitsebene ist größer als der Radius des Werkstücks.
- Der Bearbeitungsursprung wird entlang der Drehachse festgelegt.
- Der Werkzeugdurchmesser wird auf den doppelten Radius der Werkzeugschneide eingestellt.
- Das Werkzeugprofil ist auf Drehbank eingestellt.
- Die richtige Option Schruppen/Schlichten ist eingestellt.
- Beim Schruppen wird eine kleine Schrupp-Zugabe eingestellt.
- Tiefenzustellung und Vorschubgeschwindigkeit sind für das Material geeignet.
- Definieren Sie bei Bedarf das Materialobjekt.
- Ein geeigneter Postprozessor wie Mach3-Turn oder EMC-Turn wird in den Bearbeitungseigenschaften ausgewählt.
Eigenschaften
|
|
|
|
|
Sollte für den Drehmaschinencode immer auf XZ eingestellt sein! |
|
|
Schlichtzustellung nach dem Schruppgang. |
|
|
Ein mehrzeiliges G Code-Skript was in den endgültigen G-Code vor den Maschinenparametern eingefügt wird. Folgende Makros können in diesem Skript verwendet werden, welches vom Postprozessor gelesen wird. | - Kennzeichnet eine neue Zeile |
|
|
Ein mehrzeiliges G Code-Skript was in den ausgegebenen G-Code nach der aktuellen Bearbeitung eingefügt wird. Die verwendbaren Makros sind die Gleichen wie bei der |
|
|
Zur Auswahl eines vorher angelegten CAM-Stils für diese Maschinenoperation. Alle Eigenschaften werden von diesem CAM-Stil vererbt. Siehe CAM-Stil Dokumentation |
|
|
Drehbank Schneide Richtung, in Richtung auf die Drehbank geschaut.
|
|
[New! 0.9.8N] |
Steuert die Länge der 45-Grad-Einfahrbewegungen. Bei einem Wert von |
|
[New! 0.9.8N] |
Steuert die Länge der 45-Grad-Ausfahrtsbewegungen. Bei einem Wert von Null sind diese Bewegungen deaktiviert.Wird ein Wert von |
|
|
Einstellung zur Spindeldrehrichtung.
|
|
|
Der Vorschub, der beim Eintauchen des Werkzeugs verwendet wird. |
|
|
Liste der ID-Nummern der Zeichnungsobjekte für die diese Maschinenoperation (MOP) gilt . |
|
|
Maximaler Abstand zwischen zwei Werkzeugwegen, als Dezimalzahl (0-1.0), bezogen auf den Durchmesser des Werkzeugs, in dem horizontale Übergänge geschnitten werden. |
|
|
Name Ein aussagekräftiger Name für diese Bearbeitung |
|
|
Ein mehrzeiliges Textfeld um Notizen zuzufügen. Notizen werden als Kommentare in den G-Code geschrieben. |
|
|
|
|
|
Die Eigenschaft |
|
|
Dies ist die Menge an Material, die für den letzten Schnitt zusätzlich übrig bleibt. Das zusätzlich Material wird in der Regel später in einem Schlichtbearbeitungsgang entfernt. Negative Werte können verwendet werden um das Werkstück zuverkleinern. |
|
|
Die sichere X-Koordinate der Drehmaschine oberhalb des Werkstücks. Der Wert der Sicherheitshöhe sollte immer als Radius angegeben werden und muss immer größer sein als die Werkstückoberfläche. |
|
|
Ein Wert als Bezeichner für evt. die Nummer der Riemenscheibe zur Geschwindigkeitseinstellung der Spindel. |
|
|
Drehfrequenz der Spindel in Umdrehungen pro Minute (1/min). |
|
|
Dient zur Auswahl eines Punktes, in dessen Nähe die erste Werkzeugbahn mit der Bearbeitung beginnen soll. Wenn ein Startpunkt definiert ist, wird ein kleiner Kreis an diesem Punkt angezeigt, wenn die Bearbeitung ausgewählt ist. Der Startpunktkreis kann durch Klicken und Ziehen verschoben werden. |
|
Inkrementelle Schnitttiefe bei jedem Durchgang (Zustellung). |
|
|
|
Öffnet eine Transformationsmatrix, mit der Objekte numerisch gedreht, verschoben oder skaliert werden können. Warnung! Diese Eigenschaft ist experimentell und kann zu unvorhersehbaren Ergebnissen führen.
|
|
|
A general purpose, multi-line text field that can be used to store notes or parameter data. |
|
|
|
|
|
Die Vorschubgeschwindigkeit der beim Fräsen verwendet wird. |
|
|
Die Z-Koordinate der Werkstück Oberfläche. |
|
|
Die Werkzeugnummer nach der die Daten für das aktuelle Werkzeug aus der Werkzeugbibliothek genommen werden. |
|
|
Die Form des Werkzeugs
Es sollte immer die Werkzeugform |
|
|
Durchmesser des aktuellen Werkzeugs Bei der Verwendung von V-Fräsern muss der Werkzeugdurchmesser in Höhe der gewünschten Gravurtiefe eingeben werden, nicht den Schaftdurchmesser.
|
Post Prozessor
Es wurden drei Beispiele für drehmaschinenspezifische Postprozessor-Definitionen bereitgestellt: Mach3-Turn, Mach3-Turn-CV (Mach3 mit CutViewer-Definitionen) und EMC2-Turn. Diese Definitionen müssen möglicherweise an die Konfiguration der jeweiligen Steuerungen angepasst werden.
In diesem Abschnitt werden einige Postprozessor-Eigenschaften beschrieben, die für die Anpassung der G-Code-Ausgabe der Drehmaschine relevant sind.
|
|
Legt fest, in welche Richtung die Bewegungen auf Sicherheitshöhe ausgeführt werden. Normalerweise Z für normales Fräsen, muss aber auf X für Drehbearbeitungen eingestellt werden. |
|
|
Controls whether the X lathe coordinates will be written to gcode as
|
|
Abstand |
Im obigen Diagramm stellt das rote Kreuz den Referenzpunkt des Werkzeugwegs dar, wenn der |
|
|
Verwendeter G-Code um den X-Durchmesser Modus zu setzen (z.B. G7 for EMC2). |
|
|
Verwendeter G-Code um den X-Radius Modus zu setzen (z.B. G8 for EMC2). |
|
|
|
|
|
|
Werkzeug-Definitionen
Es wird eine Beispiel-Drehwerkzeugbibliothek "Drehmaschine-mm" bereitgestellt. Die Werkzeugbibliothek kann durch Ändern der Eigenschaft
Werkzeugbibliotheken sind derzeit für die Unterstützung von Fräsern und nicht für Drehbänke konzipiert. Es gibt jedoch eine Reihe von Parametern, deren Speicherung in der Werkzeugbibliothek sinnvoll ist.
sollte immer auf die neue Option
Eine neue Eigenschaft
Ein Beispiel. CutViewer Turn erkennt einen gcode-Kommentar, der die Geometrie des Drehstahls im folgenden Format definiert:
TOOL/STANDARD,BA,A,R,IC,ITP
Refer to the CutViewer Turn documentation for details of this description. Here is a summary of the parameters:
- BA - Rückseitiger Winkel.
- A - Winkel.
- R - Radius.
- IC -Innenkreis.
- ITP - Imaginärer Werkzeugpunkt. 0 = Werkzeugzentrum, 3 für die Rechte Hand Abstand, 4 Linke Hand Abstand.
Dieses Beispiel einer
{$comment} TOOL/STANDARD,40,40,{$tool.radius},2,3 {$endcomment}