Das Post Prozessor System
Das Format der generierten G-Code-Dateien kann über Postprozessor-Definitionen gesteuert werden. Die
Der für eine bestimmte Bearbeitung verwendete Postprozessor wird unter den Bearbeitungsoptionen eingestellt. Wählen Sie den Bearbeitungen- Ordner im Zeichnungsbaum und schauen Sie in den Eigenschaften unter Postprozessor nach. Wenn kein Postprozessor angegeben ist, wird der Standard-Postprozessor verwendet.
Der im Bearbeitungen Ordner gewählte Postprozessor kann in einem Standard-Template gespeichert werden. So ist er in jeder neuen Datei bereits ausgewählt.
[Neu! 0.9.8N]
Um einen Standard-Postprozessor festzulegen, klicken Sie mit der rechten Maustaste auf den gewünschten Postprozessor im Abschnitt
Bearbeitungs-Eigenschaften
|
|
Diese Option ist eine Auswahlliste, die alle verfügbaren Post Prozessoren, die im Ordner „post“ liegen anzeigt. Lassen Sie dieses Feld leer, um den Standard-Postprozessor zu verwenden. |
|
|
Diese Option wird verwendet, um benutzerdefinierte Makros aus der Zeichnung an den Postprozessor zu übergeben. Dies ist ein mehrzeiliges Textfeld, das mehrere Makrodefinitionen im Format $macro=Wert enthält.
Beispiel: |
Postprozessor-Management
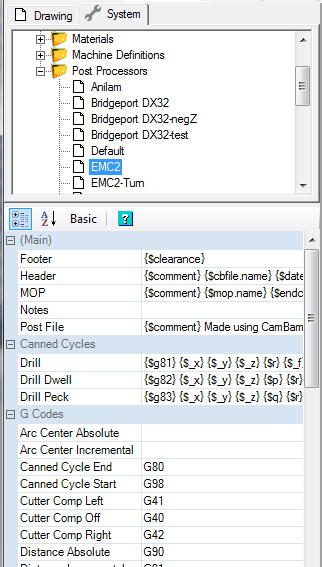
Die Liste der verfügbaren Postprozessoren wird über den Ordner Postprozessor auf der Registerkarte System aufgerufen. Hier können Postprozessor-Definitionen erstellt, geändert, kopiert, umbenannt und gelöscht werden.
Neue Postprozessoren können über das Kontextmenü erstellt werden, das bei einem Rechtsklick auf den Postprozessor-Ordner angezeigt wird. Alternativ können vorhandene Definitionen kopiert, eingefügt und dann geändert werden. Dies ist eine gute Möglichkeit, Variationen eines funktionierenden Postprozessors zu erstellen.
Wenn Postprozessordateien außerhalb von CamBam oder in einer anderen CamBam-Instanz geändert oder neu erstellt werden, sollte die Postprozessorliste mit der Menüoption Extras - Postprozessoren neu laden aktualisiert werden.
Postprozessoren sind XML-Dateien mit der Dateierweiterung .cbpp, die im Unterordner \post des Systemordners gespeichert sind.
Einen aus dem Internet geladenen Postprozessor installieren
- Falls erforderlich, entpacken Sie die Datei, um eine xxx.cbpp-Datei zu erhalten.
- In CamBam, Menü Extras Systemordner suchen , um den Speicherort des "Systems" von CamBam zu öffnen.
- Kopieren Sie Ihre .cbpp-Datei in den post Ordner des "Systems" von CamBam
- Verwenden Sie das Menü Werkzeuge/Postprozessoren wiederherstellen, um ihn zur Liste der verfügbaren Postprozessoren hinzuzufügen (oder starten Sie CamBam neu)
Postprozessor-Abschnitte
Die Postprozessor-Definition enthält eine Reihe von Abschnitten. Jeder Abschnitt kann eine Mischung aus literalem Text, der direkt in die Ziel-Gcodedatei ausgegeben wird, und Textmakros des Formats {$macro} bestehen. Die Makrodefinitionen werden in anderen Abschnitten des Postprozessors oder durch die Definition von Benutzerdefinierten Makros in den Eigenschaft der Bearbeitungsoptionen der Zeichnung definiert. Die Makros werden ausgewertet und die sich daraus ergebenden Textwerte werden in die G-Code-Ausgabe geschrieben.
Hinweis: Wenn einer der folgenden Abschnitte im Eigenschaftseditor nicht sichtbar ist, stellen Sie sicher, dass die Schaltfläche Erweiterte Eigenschaftsansicht ausgewählt ist.
Abschnitt - Post Prozessor Datei <PostFile>
Dieser Abschnitt definiert die allgemeine Struktur der gcode-Datei. Er enthält in der Regel drei Makros, die intern auf der Grundlage von Regeln ausgewertet werden, die in weiteren Abschnitten des Postprozessors definiert sind.
{$header} - Dieses Macro wertet den
{$mops} - Dieses Macro wertet die Maschinenoperationen aus. Für jede Maschinenoperation wird ein Textblock angelegt. Jeder Textblock wird nach den in der Maschinenoperation
{$footer} - Dieses Macro wertet den
Beispiel:
%
O{$o}
( MY FANUC POST )
{$header}
G0 X10Y10Z0
{$mops}
{$footer}
%
Hinweis: Der Wert des Makros {$o} wird an den Postprozessor übergeben, indem die Eigenschaft "Postprozessor-Makros" der Zeichnung verwendet wird, die einen Wert wie "$o=1234" enthalten kann.
Die %-Zeichen werden wortwörtlich ausgegeben und müssen weggelassen werden, wenn kein RS232-Dateiübertragungsprogramm verwendet wird.
Abschnitt - Kopfzeile <Header>
Legt die vom Makro {$header} verwendeten Textregeln fest.
Beispiel:
{$comment} {$cbfile.name} {$date} {$endcomment}
{$tooltable}
{$comment} CUTVIEWER {$endcomment}
{$comment} FROM/0,0,5 {$endcomment}
{$comment} TOOL/MILL,1,0,20.0,0 {$endcomment}
{$comment}STOCK/BLOCK,{$stock_width},{$stock_length},
{$stock_height},{$stock_x},{$stock_y},{$stock_z} {$endcomment}
{$cbfile.header}
{$units} {$distancemode} {$velocitymode} {$cuttercomp(off)}
{$toolchange(first)}
G54 ( Use fixture 1 )
{$clearance}
Auch hier wird die Eigenschaft
$stock_length=150
$stock_width=150
$stock_height=12.7
$stock_x=75
$stock_y=75
$stock_z=12.7
Abschnitt - Fußzeile <Footer>
Legt die vom Makro {$footer} verwendeten Textregeln fest.
Example:
{$clearance}
G28 G91 Z0
G90 G53 X-15.0 Y0.0
M09
{$spindle(off)}
{$endrewind}
Abschnitt - MOP <MOP>
Legt fest, wie jedes Element des Makros {$mops} formatiert wird. Diese Informationen werden in der G-Code-Ausgabe für jede aktive Bearbeitungsoperation wiederholt.
Beispiel:
{$comment} {$mop.name} {$endcomment}
{$toolchange}
{$velocitymode} {$workplane}
{$mop.header}
{$spindle} {$s}
{$blocks}
{$mop.footer}
Abschnitt - Schnitt starten
[Neu! 0.9.8L]
Makro, das verwendet wird um für Plasma- oder Laserschneider den Schneidstrahl einzuschalten.
Das Makro wird ausgeführt wenn die Z-Achse unter die Materialoberflächebgesenkt wird. Da die Z-Achse für Laser- oder Plasmaschneidanlagen nicht verwendet wird kann als Zieltiefe eine beliebige Zahl unter der Materialoberfläche eingetragen werden.
Abschnitt - Schnittende
[Neu! 0.9.8L]
Makro das nach Beendigung eines Schnitts verwendet wird. Dies kann für Plasma- oder Laserschneider verwendet werden, um das Schneidwerkzeug auszuschalten.
Das Makro wird ausgeführt wenn die Z-Achse an oder über die Materialoberfläche gefahren wird.
Wenn Sie beispielsweise einen Laser ausschalten möchten, um Haltezungen zu vermeiden, verwenden Sie quadratische Haltezungen und stellen Sie die Höhe der Haltezungen so ein, dass der obere Teil der Zungenbewegung über der Materialoberfläche liegt. Das Makro
Abschnitt - Post-Prozessor Makros
[Neu! 0.9.8N]
Diese Eigenschaft kann verwendet werden, um Standardwerte für alle benutzerdefinierten Makros festzulegen, die im Postprozessor verwendet werden.
Die Werte der benutzerdefinierten Makros werden durch die Werte überschrieben, die in der
Abschnitt Werkzeuge - Werkzeugtabellen Eintrag <ToolTableItem>
Legt fest, wie jedes Element des Makros {$tooltable} erzeugt wird. Werkzeugtabellen werden in der Regel in den Kopf einer Datei eingefügt und enthalten kommentierten Text, der die Werkzeuge beschreibt, die in der G-Code-Datei verwendet werden.
Beispiel:
{$comment} T{$tool.index} : {$tool.diameter} {$endcomment}
Abschnitt Werkzeuge - Werkzeugwechsel <Tool Change>
Legt fest, wie das Makro {$toolchange} formatiert wird.
Beispiel:
{$clearance}
{$comment} T{$tool.index} : {$tool.diameter} {$endcomment}
{$comment} Tool Radius and Taper coming soon {$endcomment}
{$comment} TOOL/MILL, {$tool.diameter}, {$tool.radius},
{$tool.length}, 0 {$endcomment}
T{$tool.index} M6
Abschnitt G-Codes
<G0>, <G1>, <G2>, <G3>, <G81>, <G82>, <G83>
In diesen Abschnitten wird festgelegt, wie die G-Code-Operatoren ausgegeben werden.
Optionen - BogenzentrumModus Absolut
Wird im Makro {$mop.header} verwendet, um anzugeben, dass
Optionen - BogenzentrumModus Incremental
Used in the {$mop.header} macro to specify that ArcCenterMode is set to Absolute. Mach3 recognizes G91.1
Optionen - Festzyklus Start
[Neu! 0.9.8h]
Code Sequenz wird verwendet am Start einer Gruppe von Festzyklen Blöcken. Typischerweise G98 für Rückfahrt auf den initialen Level nach Festzyklus.
Optionen - Festzyklus Ende
[Neu! 0.9.8h]
Code Sequenz wird verwendet am Ende von Festzyklen Blöcken. Typischerweise G80 G Codes
G-Codes - Fräserkorrektur aus, Fräserkorrektur links, Fräserkorrektur rechts
[Neu! 0.9.8h]
Wird im {$cuttercomp(off|L|R)} Makro verwendet. Typischerweise Off=G40, Left=G41, Right=G42.
G-Codes - Entfernung Absolut, Entfernung Inkremental
[Neu! 0.9.8h]
Typischerweise absolut=G90, incremental=G91. Achtung! Der Inkrementale Entfernungs Modus wird zur Zeit nicht unterstützt.
G-Codes - Einheiten (Metrisch), Einheiten (Zoll)
[Neu! 0.9.8h]
Typischerweise zoll=G20, millimeter=G21.
G-Codes - Verfahr-Modus Konstante Geschwindigkeit, Verfahr-Modus Genauhalt
[Neu! 0.9.8h]
Typischerweise Genauhalt=G61, Konstante Geschwindigkeit=G64
G-Codes - ArbeitsebeneXY, ArbeitsebeneXZ, ArbeitsebeneYZ
[Neu! 0.9.8h]
Typischerweise XY=G17, XZ=G18, YZ=G19.
G-Codes - XModus Durchmesser
Wird im {$lathexmode}Makro verwendet um X-Werte im Durchmesser-Modus zu spezifizieren. EMC2 verwendet G7
G-Codes - XModus Radius
[Neu! 0.9.8h]
Wird im {$lathexmode}Makro verwendet um X-Werte im Radius-Modus zu spezifizieren. EMC2 verwendet G8
M-Codes - Ende Rücklauf <End Rewind>
Typischerweise M30,
M-Codes - Wiederholen <Repeat>
[Neu! 0.9.8h]
Typischerweise M47
M-Codes - Spindel UZS <CW>, Spindel gegen UZS <CCW>, Spindel aus <Spindle Off>
[Neu! 0.9.8h]
Typischerweise CW=M3, CCW=M4, Off=M5
M-Codes - Stopp <Stop>
[Neu! 0.9.8h]
Typischerweise M=0.
Bewegungen - Eilgang <Rapid>, Vorschub <Feed Move>, Bogen im Uhrzeigersinn <Arc CW>, Bogen gegen Uhrzeigersinn <Arc CCW>
Diese Abschnitte definieren wie die üblichen G-Code-Bewegungsinstruktionen ausgegeben werden.
Beispiel:
{$g0} {$_f} {$_x} {$_y} {$_z} {$_a} {$_b} {$_c}
{$_g1} {$_f} {$_x} {$_y} {$_z} {$_a} {$_b} {$_c}
{$g2} {$_f} {$_x} {$_y} {$_z} {$i} {$j}
{$g3} {$_f} {$_x} {$_y} {$_z} {$i} {$j}
Hinweis: Die G-Code Operatoren {$g...} und deren Parameter können mit einem Unterstrich(_) Präfix am Anfang ausgezeichnet werden. So werden modale Werte ausgezeichnet. Sie werden nur ausgegeben, wenn der jeweilige Wert verändert wird. Ein weglassen des Unterstriches veranlasst, das der Wert jedes Mal ausgegeben wird.
Festzyklen - Bohren <Drill>, Bohren mit Spanbrechen <Drill Dwell>, Bohren mit Verweilzeit (Peck) <Drill Peck>
Diese Abschnitte definieren, wie die üblichen G-Code-Bewegungsinstruktionen ausgegeben werden.
{$g81} {$_x} {$_y} {$_z} {$_r} {$_f}
{$g82} {$_x} {$_y} {$_z} {$p} {$_r} {$_f}
{$g83} {$_x} {$_y} {$_z} {$p} {$_q} {$_r} {$_f}
Drehmaschine - Drehmaschinen Werkzeug Radius Abstand <Lathe Tool Radius Offset>
Wenn
Wenn
Der Werkzeugweg wird um einen negativen Werkzeugradius in der X-Achse der Drehmaschine versetzt.
Die Richtung der Z-Werkzeugradiuskorrektur wird durch die Schnittrichtung bestimmt. Bei rechtsdrehenden Schnitten wird die Werkzeugbahn Z um einen negativen Werkzeugradius korrigiert. Für Linksschnitte wird ein positiver Werkzeugradius Z-Versatz verwendet.
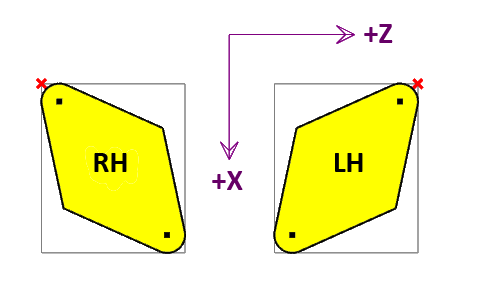
Im obigen Diagramm stellt das rote Kreuz den Referenzpunkt des Werkzeugwegs dar, wenn der
Drehmaschine - Drehmaschine X Modus
Für Drehbank-Operationen, spezifiziert ob X-Werte im Radius oder Durchmesser-Modus sind.
Zeilen Nummerierung <Line Numbering>
[Neu! 0.9.8N]
Zeilennummern hinzufügen <Add Line Numbers>
Wenn
Zeilennummern Format <Line Number Format>
Legt fest, wie die Zeilennummernwerte dargestellt werden. 0"-Zeichen bezeichnen einen Platzhalter, der entweder eine signifikante Ziffer oder eine 0 enthält. Ein "#"-Zeichen gibt eine signifikante Ziffer oder ein Leerzeichen aus, wenn an dieser Position keine signifikante Ziffer vorhanden ist.
Zeilennummern Inkrement <Line Number Increment>
Die Zeilennummern werden jedes Mal um diesen Betrag erhöht, wenn eine Zeilennummer hinzugefügt wird.
Zeilennummer Präfix <Line Number Prefix>
Dieser Text (in der Regel ein 'N'-Zeichen) wird vor den Wert der Zeilennummer geschrieben.
Zeilennummer Überspringen <Line Number Skip>
Zeilen, bei denen das erste Zeichen, das kein Leerzeichen ist, in dieser Liste steht, erhalten keine Zeilennummer.
Zeilennummer Leerzeichen danach <Line Number Space After>
Bei
Zeilennummerierung Start <Line Number Start>
Die erste verwendete Zeilennummer.
Optionen - Bogen Ausgabe <Arc Output>
Steuert wie Bögen im G-Code ausgegeben werden.
Wenn auf
Optionen - Bogen Zentrum Modus <Arc Center Mode>
[Neu! 0.9.8N]
Diese Eigenschaft steuert, ob die I- und J-Parameter für Bogenbewegungen (G2, G3) absolute Koordinaten oder inkrementelle, relativ zu den Bogenendpunkten, verwenden.
Wenn diese Einstellung von der gleichartigen Einstellung in der CNC-Steuerung abweicht, kann der resultierende Werkzeugweg in der Steuerung wie ein Durcheinander von Zufallsbögen aussehen.
Optionen - Bogen zu Linien Toleranz <Arc To Lines Tolerance>
Wenn
Optionen - Achse der Sicherheitshöhe <Clearance Plane Axis>
Legt fest, in welche Richtung Eilgänge auf Sicherheitshöhe ausgeführt werden. Normalerweise Z, kann aber für Drehbearbeitungen auf X oder Z eingestellt werden.
Optionen - Kommenta, Ende Kommentar <Comment, End Comment>
Legt den Text fest, der am Anfang und am Ende eines Kommentars verwendet werden soll.
Beispiel 1:
Comment: (
End Comment: )
Beispiel 2:
Comment: ;
End Comment:
Optionen - Linienende <End Of Line>
[Neu! 0.9.8h]
Zeichenfolge, die am Ende einer Zeile verwendet wird. Die Escape-Codes \r und \n können verwendet werden.
Optionen - Bögen umkehren <Invert Arcs>
Steuert nur das Verhalten von XZ-Bögen (G18).
Für Fräsoperationen sollte dies auf
Bei Drehmaschinenoperationen sollte dies in der Regel auf
Hinweis: Die Koordinatenrichtung kann bestimmt werden, indem man den Daumen in Richtung der positiven X-Achse, den zweiten Finger in Richtung der positiven Y-Achse und den dritten (mittleren) Finger in Richtung der positiven Z-Achse zeigt.
Optionen - Minimale Bogenlänge <Minimum Arc Length>
Ein numerischer Wert, der die Präzisionsgrenzen für die Ausgabe von Bogenbewegungen (G2, G3) steuert.
Wenn die Länge eines Bogens kleiner ist als die
Beispiel:
Minimum Arc Length: 1e-4
Optionen - Maximaler Bogenradius <Maximum Arc Radius<
Ein numerischer Wert, der den maximal zulässigen Radius für Bogenbewegungen bestimmt. Wenn der Radius eines Bogens diesen Wert überschreitet, wird eine geradlinige Bewegung (G1) verwendet.
Beispiel:
Maximum Arc Radius: 1e6
Optionen - Zahlenformat <Number Format>
Dies ist ein Formatierungsmuster, das steuert, wie Fließkommazahlen angezeigt werden.
Ein Rautenzeichen (#) steht für einen optionalen Ziffernplatzhalter und eine 0 für eine Ziffer, die immer angezeigt wird, wobei bei Bedarf Auffüllnullen hinzugefügt werden.
Beispiel:
0.00 = gibt immer zwei Dezimalzahlen aus. Mehr Dezimalstellen werden gerundet. Aus 1.375 wird 1.37.
0.00# = gibt immer drei Dezimalstellen aus, die dritte Dezimalstelle wird nur ausgegeben wenn nötig. 1.37 wird auch so ausgegebe, 1.375 wird als 1.375 ausgegeben.
Sie kann auch die erforderlichen Gcode-Anweisungen ändern. Wenn zum Beispiel ein Werkzeugweg eine Verschiebung von X=1.234 nach X=1.233 enthält und ein Zahlenformat von #.#0 verwendet wird, wird keine Verschiebeanweisung in den Gcode geschrieben, da die Koordinaten identisch sind, wenn sie auf 2 Dezimalstellen formatiert sind.
Optionen - Eilgang runter auf Sicherheitshöhe <Rapid Down To Clearance>
[Neu! 0.9.8i]
Wenn
Bei
Optionen - Parser-Fehler unterdrücken <Suppress Parser Errors>
[Neu! 0.9.8L]
Der Postprozessor analysiert den G-Code, wenn er erstellt wird, um interne Werte zu aktualisieren. Dies kann zu Fehlermeldungen bei Postprozessoren führen, die nicht standardmäßigen G-Code erzeugen. In vielen Fällen wird der G-Code dennoch korrekt erzeugt und die Fehlermeldungen können ignoriert werden.
Wenn Sie
Optionen - Großschreibung <Upper Case>
Wenn auf
Nachbearbeitung - Post-Build Command und Post-Build Command Args
[Neu! 0.9.8j]
Post-Build Command kann verwendet werden, um eine externe Anwendung zu spezifizieren, die den vom Postprozessor erzeugten G-Code verändert.
Post-Build Command Args enthält alle Argumente, die an die Anwendung übergeben werden sollen.
Die folgenden Makros werden erkannt:
{$outfile} ist der Dateiname der rohen Gcode-Ausgabe.
{$cbfile.name} ist der Kurzname des aktuellen CamBam-Dokuments.
Hinweis: In Befehlsargumenten sollten doppelte Anführungszeichen verwendet werden, um Probleme mit Leerzeichen in Dateinamen zu vermeiden.
Beispiel:
Post-Build Command: C:\bin\gcodelinenums.exe
Post-Build Command Args: "{$outfile}" "{$outfile}.out"
Drehachse
[Neu! 1.0]
Drehachse - Achse der Drehung <Axis Of Spin>
Die Achse, um die das Werkstück gedreht wird.
Drehachse - Name der rotierenden Achse <Rotary Axis>
Der Buchstabe der rotierenden (4.) Achse.
Rotary - Drehende Hülle <Rotary Wrap>
Wenn Ja, kann der Gcode um eine Drehachse 'gewickelt' werden.
Wenn Rotary Wrap auf Ja gesetzt ist, wandelt der Postprozessor alle Werkzeugwege in Linien um und wickelt dann alle ausgewählten Werkzeugwege um die Drehachse.
Der Rotationsradius wird aus der Eigenschaft "Werkstückoberfläche" der einzelnen Bearbeitungsvorgänge übernommen. Der Benutzer muss sicherstellen, dass der Werkzeugweg innerhalb einer Breite von 2 x PI x Werkstückoberfläche liegt.
Hinweis: Der Postprozessor sollte auch so geändert werden, dass Achsenregister für die nicht rotierende Achse nicht ausgegeben werden. Bei einer Drehung um die Y-Achse sollten beispielsweise die X{$x}-Bewegungsparameter nicht ausgegeben werden.
siehe Postprozessoren RotaryX.cbpp und RotaryY.cbpp im CamBam-Ordner /post
Post Processor Macros
|
[Neu! 0.9.8L] |
Gibt die I,J,K Werte der aktuellen Bogen Bewegung aus. Das I,J,K Prefix wird nicht ausgegeben. |
|
[Neu! 0.9.8L] |
Gibt den Radius der aktuellen Kreisbewegung aus. |
|
[Neu! 0.9.8N] |
Gibt den Start-, End- oder Auslenkungswinkel der aktuellen Bogenbewegung aus. Die Winkel werden in Grad gemessen, wobei 0 Grad auf der +X-Achse liegt. Im Uhrzeigersinn laufende Bögen haben einen positiven Auslenkungswinkel. |
|
Gibt Bogenmittelpunkt absolut (typisch G90.1) oder Bogenmittelpunkt inkremental (typisch G91.1) aus, je nach ausgewähltem Bogenmittelpunkt-Modus. |
|
|
Dieses Macro wird intern generiert und enthält alle Bewegungsinstruktionen die für die aktuelle Maschinenoperation (MOP) nötig sind. |
|
|
Fügt den im Abschnitt |
|
|
Fügt die Eigenschaften aus der Zeichnungsdatei aus |
|
|
Fügt die Eigenschaften aus der Zeichnungsdatei aus |
|
|
Fügt den Zeichnungs- |
|
|
Wird intern verarbeitet, dieses Macro vergleicht die x,y,z Koordinaten-Parameter mit der aktuellen Werkzeugposition. Wenn die Werte unterschiedlich sind wird eine Bewegung auf Sicherheitshöhe eingefügt. Dazu sind die Werte „clearance plane“ und „plunge feed rate“ nötig. |
|
|
Schnelle Fahrt zur Sicherheitshöhe. |
|
|
Werkzeug-Radien-Compensation. Anmerkung: CamBam kalkuliert aktuell keine Radienkompensation für Werkzeugpfade. Fügt die Texte ein die in den Abschnitten Typisch Off=G40, L=G41, R=G42 |
|
|
Fügt das aktuelle Datum und Zeit ein |
|
|
Fügt den verwendeten Abstandsmodus ein. Die Werte werden in den Abschnitten Derzeit entspricht dies immer |
|
|
Fügt den im Abschnitt |
|
|
Fügt den im Abschnitt Typisch M30. |
|
|
Bewertet den Text im Abschnitt |
|
|
Diese G-Code-Makros steuern, wie die G-Codes ausgegeben werden. Das Format der einzelnen Codes wird aus den Wenn der Unterstrich (_) als Präfix verwendet wird, wird davon ausgegangen, dass diese Anweisungen modal (oder permanent) sind. Das heißt, das erste Vorkommen des Codes wird geschrieben, aber ausgelassen, wenn nachfolgende Blöcke dieselbe Anweisung verwenden. |
|
|
Bewertet den Text im Abschnitt |
|
[Neu! 0.9.8L] |
Gibt den |
|
[Neu! 0.9.8L] |
Gibt den Das Präfix 'F' für den Registercode wird nicht ausgegeben. |
|
[Neu! 0.9.8L] |
Gibt den |
|
[Neu! 0.9.8L] |
Gibt den |
|
[Neu! 0.9.8N] |
Einfügen der X-, Y- oder Z-Koordinate des ersten Werkzeugwegpunktes der aktuellen Bearbeitung. Dieses Makro kann nach einem Werkzeugwechselbefehl nützlich sein, um auf die nächste X-, Y-Koordinate der Bearbeitung zu fahren. auf der Höhe des Werkzeugwechsels zu fahren, bevor man auf die sichere Ebene eintaucht. |
|
|
Fügt die Eigenschaft |
|
|
Fügt die Eigenschaft |
|
[Neu! 0.9.8L] |
Gibt den |
|
|
Fügt die Eigenschaft |
|
[Neu! 0.9.8L] |
Gibt den |
|
[Neu! 0.9.8L] |
Gibt den Das Präfix 'F' für den Registercode wird nicht ausgegeben. |
|
[Neu! 0.9.8L] |
Gibt den |
|
[Neu! 0.9.8L] |
Gibt den |
|
[Neu! 0.9.8L] |
Gibt den Inhalt des Parameters |
|
[Neu! 0.9.8L] |
Gibt den |
|
[Neu! 0.9.8L] |
Gibt den X-, Y- oder Z-Registerwert der aktuellen Bewegung aus. Der Registercode wird nicht ausgegeben. |
|
|
Fügt eine Liste von Objekten ein, ein Element für jede aktivierte Bearbeitungsoperation. Jedes Listenelement wird über die |
|
|
Fügt den Namen des aktuellen Teils ein. |
|
[Neu! 0.9.8N] |
Fügt das Makro für den Werkzeugwechsel des Postprozessors ein. Es kann sinnvoll sein, dies in die Eigenschaft |
|
|
Fügt den im Abschnitt Typischerweise M47. |
|
|
Fügt die |
|
[Neu! 0.9.8L] |
Setzt den aktuellen Wert des angegebenen X-, Y- oder Z-Registers. Es wird kein G-Code ausgegeben. Beispiel:
$set(z,5.5) Dies kann nach einem benutzerdefinierten, steuerungsbasierten Werkzeugwechselmakro nützlich sein, um den Postprozessor über die neuen Koordinaten der Steuerung zu informieren. Der Wert NaN kann auch verwendet werden, um das Register in einen undefinierten Zustand zu versetzen. |
|
|
Fügt ein Makro ein, das von der Wenn sich die Spindel bereits in diesem Zustand befindet, wird nichts in den Gcode geschrieben. |
|
|
Fügt den Text ein, der in den Abschnitten Typische Werte sind cw=M3, ccw=M4, off=M5 |
|
|
Die X-Größe des im Objekt "Bearbeitung" oder "Teil" definierten Rohteils. Beispiel: (Für CutViewer STOCK Definition) {$comment} STOCK/BLOCK,{$stock_width},{$stock_length},{$stock_height},{$stock_x},{$stock_y},{$stock_z} {$endcomment} |
|
|
Die Y-Größe des im Objekt Bearbeitung oder Teil definierten Rohteilblocks. |
|
|
Die Z-Größe des im Objekt Bearbeitung oder Teil definierten Rohteilblocks. |
|
|
Die X-Koordinate der linken unteren Ecke des Rohteilblocks (relativ zu XY(0,0) der Maschine), definiert im Objekt Bearbeitung oder Teil. |
|
|
Die minus-X-Koordinate der linken unteren Ecke des Rohteilblocks (relativ zu XY(0,0) der Maschine), definiert im Objekt Bearbeitung oder Teil. |
|
|
The Y coordinate of the lower left corner of the stock block (relative to the machine's XY(0,0)), defined in the Machining or Part object. |
|
|
Die minus Y-Koordinate der linken unteren Ecke des Rohteilblocks (relativ zu XY(0,0) der Maschine), definiert im Objekt Bearbeitung oder Teil. |
|
|
The minus Z coordinate of the lower left corner of the stock block (relative to the machine's XY(0,0)), defined in the Machining or Part object. |
|
|
Fügt den im Abschnitt Typischerweise M0. |
|
[Neu! 0.9.8N] |
Fügt die Eigenschaft |
|
|
Fügt die Eigenschaft Hinweis: Das Makro $tool.diameter wird erst definiert, wenn ein Werkzeugwechselbefehl vorliegt.
Wenn es in der Kopfzeile verwendet wird, verwenden Sie einen Werkzeugwechsel wie |
|
|
Fügt die |
|
|
Fügt die Eigenschaft der Werkzeuglänge aus der Werkzeugdefinition in die Werkzeugbibliothek ein. |
|
[Neu! 0.9.8N] |
Fügt die Eigenschaft |
|
[Neu! 0.9.8L] |
Fügt die Eigenschaft |
|
|
Verwendet die Eigenschaft |
|
[Neu! 0.9.8N] |
Fügt die Eigenschaft |
|
|
Fügt eine Werkzeugwechselanweisung ein, die auf der Wenn sich die Werkzeugnummer nicht geändert hat, wird kein Werkzeugwechselcode eingefügt. |
|
|
Fügt eine Werkzeugwechselanweisung mit dem ersten Werkzeug in der Werkzeugtabelle der aktuellen Zeichnung ein. |
|
|
Fügt eine Beschreibung für jedes Werkzeug ein, das in der aktuellen Zeichnung referenziert wird. Jedes Element in der Liste wird unter Verwendung der |
|
|
Gibt die Eigenschaft Die verwendeten Codes stammen aus den Abschnitten Typischerweise sind Inches = G20, Millimeter = G21. |
|
|
Fügt die Eigenschaft Die verwendeten Codes stammen aus den Abschnitten Beispiel: Mach3 verwendet Genauhalt (Exact Stop)=G61, Konstante Geschwindigkeit=G64. |
|
|
Fügt die Eigenschaft Die verwendeten Codes stammen aus den Abschnitten Typischerweise ist XY=G17, XZ=G18, YZ=G19. |
|
|
Diese Makros fügen die Parameter ein, die in den üblichen Gcode-Verschiebeoperationen verwendet werden. Diese Makros enthalten sowohl den Registercode als auch den Wert, zum Beispiel $x = X1.23 |
|
[Neu! 0.9.8h] |
Dasselbe wie die anderen Registermakros ($x, $_y usw.), aber mit umgekehrtem Vorzeichen. |
|
[Neu! 0.9.8h] |
Dasselbe wie die anderen Registermakros ($x, $_y usw.), wobei der Wert jedoch immer positiv ist. |