Ein- und Ausfahrstrategien
Viele Bearbeitungen unterstützen Ein- und Ausfahrbewegungen, die die Belastung des Fräsers reduzieren oder Markierungen am gefrästen Teil verhindern.
Die Einfahrbewegungen können als Rampe eingestellt werden, so dass der Fräser die Z-Höhe allmählich verringert, während er gleichzeitig in X- und/oder Y-Richtung vorfährt. Dies kann entscheidend sein, wenn Fräser verwendet werden, deren Schneidengeometrie ein direktes Einfahren ins Material nicht erlauben .
Es gibt zwei Haupttypen von Eintauchbewegungen:
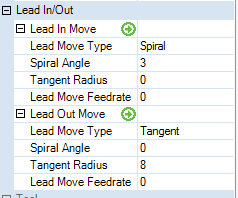
Die Eigenschaften der Ein- und Ausfahrbewegungen unterstützen auch einen Parameter für die
Spirale
Die Einfahrbewegung folgt der Bahn des zugrunde liegenden Werkzeugwegs in X und Y, während der Fräser in Z von der vorherigen Zustellung auf die nächste Zustellung abgesenkt wird. Dadurch wird eine Belastung der Stirnschneide weitgehenst verhindert. Mit geringen Winkeln kann auch mit einem Fräser ohne Stirnschneide eingetaucht werden.
Der Winkel der Spiralrampe wird über die Eigenschaft
Hinweis: Das Eintauchen bis zu jedem Tiefenzustellung kann die Bearbeitungszeit erheblich verlangsamen. Um dies zu reduzieren, kann in den Bearbeitungordner Optionen ein Wert für die schnelle Eintauchhöhe eingestellt werden. Dies ermöglicht eine schnelle Bewegung bis zur nächsten Schnittebene.
Wenn der
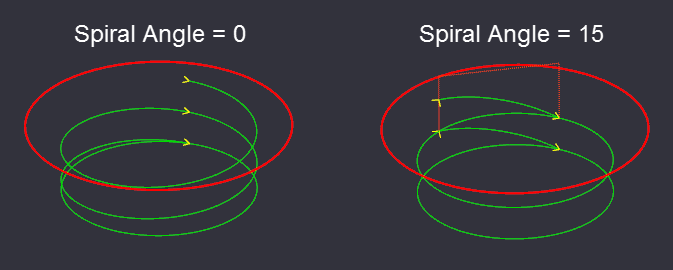
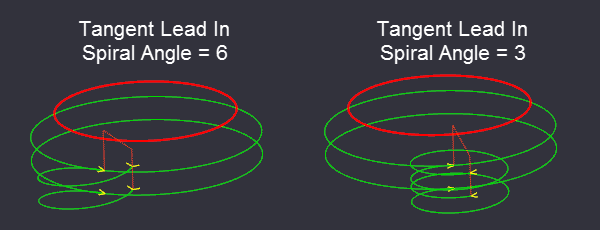
In den folgenden Bildern wird eine spiralförmige Einfahrbewegung mit einem expliziten Rampenwinkel von 15 Grad und eine Spirale mit einem Winkel von 0 Grad verglichen wobei der Rampenwinkel dann automatisch berechnet wird.
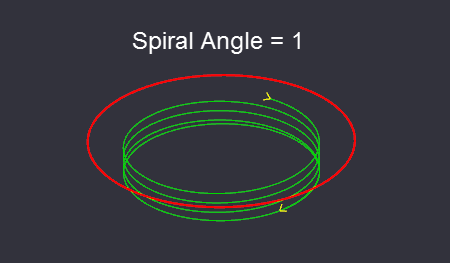
Wenn ein sehr flacher Spiralwinkel verwendet wird, kann es notwendig sein, dass die Vorschubbewegung eine Reihe von Umläufen des Werkzeugwegs durchläuft, bevor die Zieltiefe erreicht wird, wie in der folgenden Abbildung gezeigt, in der ein Winkel von 1 Grad verwendet wird.
Tangente
Die tangentiale Vorschubbewegung verwendet eine Kreisbogenbewegung, um an den Werkzeugweg heran und am Ende wieder auszufahren, und trifft den Startpunkt des Werkzeugwegs mit einer Tangente.
Neben der Einstellung des
Tangentiale Bewegungen sind besonders nützlich, um Werkzeugmarken zu vermeiden, wenn der Fräser eintaucht oder zurückgezogen wird.
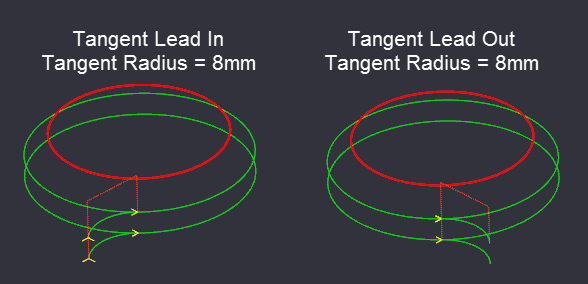
Bei tangentialen Ein- und Ausfahrbewegungen kann zusätzlich auch der Parameter
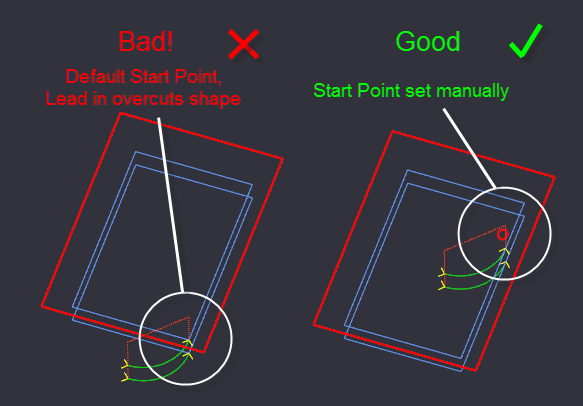
In einigen Fällen, z. B. bei einem Innenschnitt mit Innenecken, kann der Standard-Startpunkt des Werkzeugwegs zu Problemen führen, wenn tangentiale Anfahrbewegungen verwendet werden. In diesen Fällen sollte der Startpunkt der Bearbeitung geändert werden, um ihn an eine sinnvollere Stelle zu verschieben, weg von Innenecken.